第一回目『コーナーR について』
「設計者のための加工講座」開催します!
ひとつの部品を作るにしても、金属の材質・加工方法・寸法精度などにより部品を作るコ
ストは高くもなり安くもなります。こちらでは設計をするうえで知っておくべき基礎知識
や、加工に関する知識などを掲載していきます。生産効率のアップや製作コストダウンに
役立てばと思っております。
記念すべき第一回は、「コーナーR」 についてご紹介いたします。
AとBの部品を このように組み合わせるとき
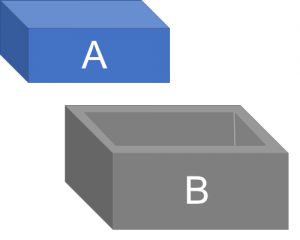

A と B の互いに重なり合う角・隅部に適正なコーナーR 処理や C 面取り処理がされていな
いと、部品同士が干渉したり、互いの面が密着しないなどの不具合が発生します。

金属を加工する際に使われる【エンドミル】という工具があります。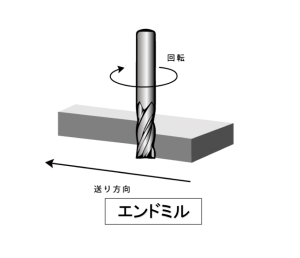
エンドミルは主に加工物の側面や溝を削ったり、
空いている穴の上から落とし込んで座ぐり穴加工する工具です。
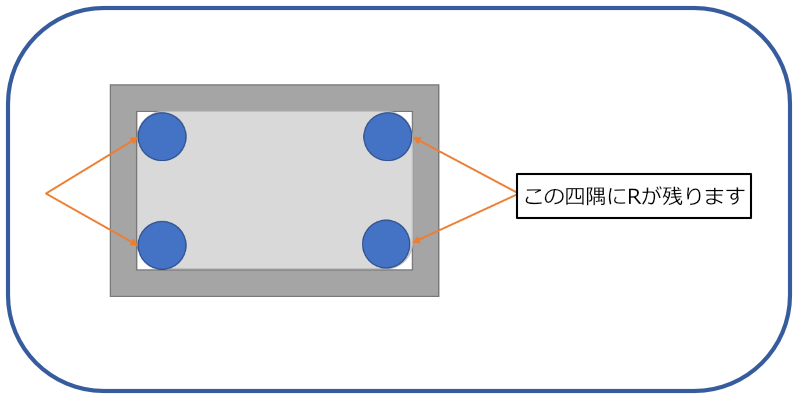
B のように内部を四角く加工するとき、側面の4隅には
最小でも工具の半径分の削りのこしが発生します。
直径が小さいほど残る R も小さくなりますが、
剛性や切削力が弱くなるため加工時間がかかります。
逆にエンドミル直径が大きくなるほど切削力は強くなりますが、
加工後に残る R(加工残り)は大きくなります。
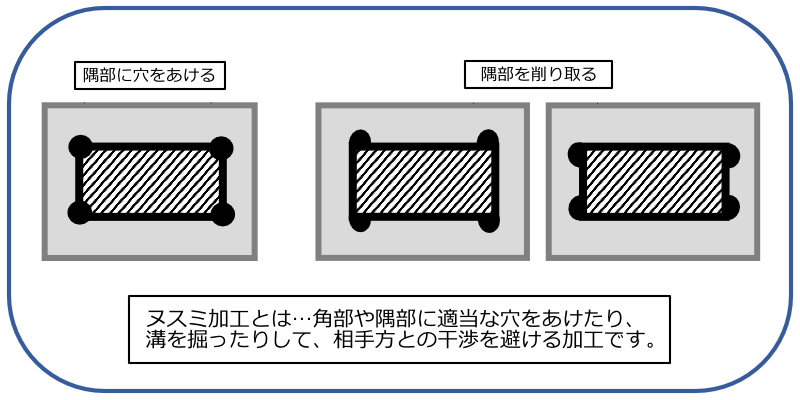
部品 B の場合、内側の隅部を直角 90 度に加工するのは大変困難です。限りなく 90 度に近
くすることはできますが、その場合、形彫放電加工やワイヤー放電加工などが必要にな
り、時間もコストもかかります。その対処として 4 隅の R 残りには角・隅部に【ヌスミ
(逃がし)加工】をおこなう事があります。
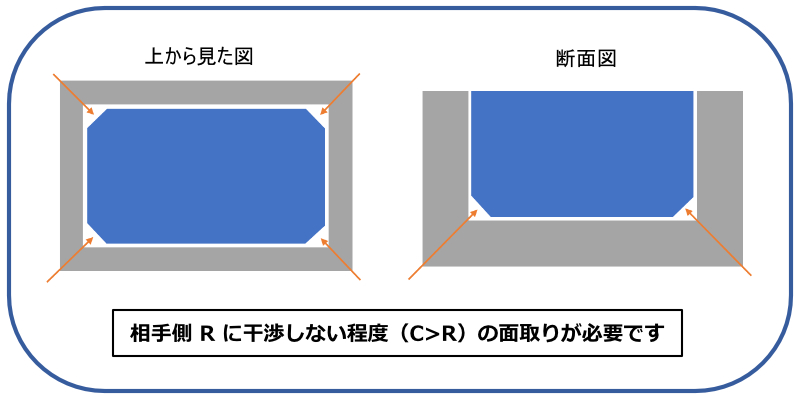
それに対して入れ側は C 面取りをおこないます。
A の場合では、側面の角4か所と B の底面に当たる部分にも適度な C 面取りが必要です。
こんな感じでいろいろ気をつかう角部・隅部ですが、【R〇以下】や【R〇以上】の指示を
入れたり、【ヌスミ加工】を入れることで加工者はずいぶん加工しやすくなり加工時間の
短縮とコストダウンにつながります。先に書きましたが、角部・隅部を直角にするにはコ
スト大になるので、何気に図面に指示したコーナーR でも気を付けなければいけません。
角部・隅部の R は大きいほど加工がしやすいというお話でした(^^)/
